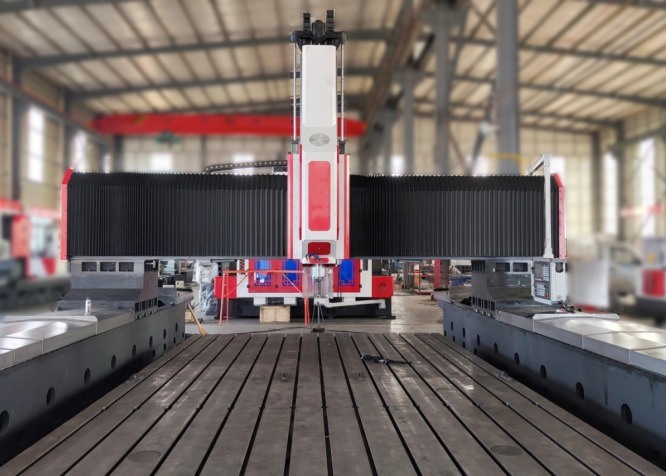
Máquina de perforación y fresado de placas CNC de doble huso móvil Gantry Modelo PHD1310
Aplicación:
Esta máquina de perforación y fresado de chapa de metal tipo pórtico CNC está diseñada específicamente para realizar perforación, chanfrado, tapping, fresado,Las operaciones de perforación en piezas de trabajo de chapa y componentes estructuralesOfrece un rendimiento de mecanizado de agujeros de alta eficiencia para piezas de trabajo como bridas, discos, anillos y placas dentro de su rango de grosor designado.El equipo puede procesar a través de agujeros y agujeros ciegos, y es compatible con componentes tanto de material único como de material compuesto.Esta máquina herramienta ofrece una comodidad operativa superior y permite automatizar, la producción de alta precisión de una amplia gama de productos en entornos de fabricación a gran escala.
Especificaciones:
| Tamaño de la pieza |
LxW |
Las demás: |
| Alturas de los portones |
Las demás: (También puede determinarse en función de la fundación)
|
| Bancos de trabajo |
Ancho de la ranura en T |
28 mm |
| Cabeza de potencia de perforación |
¿Cuánto tiempo? |
2 |
| De las partidas 1 a 5 |
NT1cultura y cultura |
|
Diámetro máximo de perforación
(acero al carbono ordinario)
|
Φ30 mm |
| Diámetro del golpe |
M3-M10 |
| Velocidad del husillo |
30~6000 r/min |
| Potencia del motor del eje de servo |
7.5kW |
| Distancia desde el extremo inferior del husillo hasta la mesa de trabajo |
200-600 mm |
|
Movimiento lateral de la cabeza motriz(eje X)
|
Velocidad máxima horizontal |
de una longitud igual o superior a 1000 mm |
| Velocidad de movimiento lateral |
0 ~ 8 r/min |
| Potencia del servomotor para el movimiento lateral |
2.4 kW |
|
Movimiento longitudinal del pórtico (eje Y)
|
Max. carrera de alimentación |
13000 mm |
| Velocidad de movimiento de la alimentación |
0 ~ 8 m/min |
| Potencia del servomotor de alimentación |
2x2,4 kW |
| Movimiento de alimentación vertical del carnero (eje Z) |
Max. golpe |
Las demás: |
| Velocidad de movimiento |
0 ~ 5 m/min |
| Potencia del servomotor |
7Se aplicarán las siguientes medidas: |
| Precisión de posicionamiento en tres ejes |
El valor de las emisiones de gases de efecto invernadero es el valor de las emisiones de gases de efecto invernadero. |
± 0,015/1000 mm |
| Precisión de posicionamiento repetida en tres ejes |
El valor de las emisiones de gases de efecto invernadero es el valor de las emisiones de gases de efecto invernadero. |
± 0,01/1000 mm |
| Tamaño total |
LxWxH |
Las dimensiones de las placas de ensamblaje son las siguientes: |

Características del producto
1Sistema de control CNC completo de KND:
El motor está accionado por servomotores de serie de valor absoluto de alta precisión, con una interfaz RS232 y una pantalla de color con una interfaz de operación en chino,al tiempo que admite entrada USB tanto en el sitio como externa.
1.1. Integrado con la funcionalidad de rotura de chips, permitiendo a los usuarios establecer el tiempo y los ciclos de rotura de chips a través de la interfaz hombre-máquina (HMI).
1.2. Equipado con una función de elevación de herramientas, que permite configurar la altura de elevación de herramientas en la HMI. Al alcanzar la altura preestablecida durante la perforación,la broca se eleva rápidamente sobre la pieza de trabajo para expulsar las virutas, luego vuelve rápidamente a la superficie de perforación antes de reanudar automáticamente el funcionamiento.
1.3. se integra un gabinete de control de operación centralizado y una unidad de mano, operando en un sistema CNC. La interfaz hombre-máquina (HMI) incorpora interacción hombre-máquina, compensación de errores,y funcionalidades de alarma automática para facilitar la programación conveniente, almacenamiento, visualización y procesos de comunicación.
1.4El equipo está equipado con capacidades de simulación y reinspección de la posición del agujero antes de la perforación, lo que mejora significativamente la comodidad operativa.
2Sistema centralizado de descarga de agua:
Esta máquina herramienta está equipada con un sistema de descarga de agua centralizado estándar.El mecanismo interno de descarga de agua de pulverización evita que las hojas de hierro se adhieran a la herramienta de corte durante las operaciones de mecanizado, reduciendo así el desgaste de la herramienta, prolongando la vida útil de la herramienta y mejorando el acabado superficial de las piezas de trabajo.La descarga de agua a alta presión en la punta de la herramienta de corte protege eficazmente la superficie de la pieza de trabajo, protege las juntas giratorias de alta velocidad y evita el obstrucción de los componentes giratorios inducida por impurezas, mejorando en última instancia la calidad general de la pieza y aumentando la eficiencia operativa.
3- Transportador automático de astillas y sistema de refrigeración circulante:
En cada lado de la mesa de trabajo está instalado un transportador automático de astillas, con un filtro en el extremo.y una bomba de enfriamiento está montada en un ladoLa salida de la bomba de refrigeración está conectada al sistema central de filtración de agua a través de una manguera de goma.que luego se bombea en el sistema central de filtración de agua por la bomba transportadora de chipsEl líquido de refrigeración filtrado es posteriormente recirculado al husillo por una bomba de refrigeración de alta presión para proporcionar refrigeración durante las operaciones de perforación.También se incluye un carrito de transporte de chips para una conveniente eliminación de chips.
Este equipo industrial de perforación y marcado de chapa metálica de tipo pórtico CNC de alto rendimiento está meticulosamente diseñado para el mecanizado de precisión de componentes y piezas estructurales de tipo placa.Las demás máquinas y aparatos para la fabricación de piezas de trabajoEn el caso de las piezas de mecanizado, los discos, los anillos y las placas planas, el requisito básico es que el espesor de estas piezas de mecanizado cumpla estrictamente con los parámetros de mecanizado efectivos especificados por la máquina.
En los talleres de estructuras de acero, este equipamientoEl sistema permite realizar operaciones de perforación y fresado de precisión de las placas estructurales y de los componentes de conexión, sentando así una base sólida para el ensamblaje estable de los marcos de acero.En el sector de la energía eólica, ofrece soluciones de mecanizado de alta precisión para torres de aerogeneradores y bridas, un proceso esencial que garantiza que estos componentes puedan soportar condiciones ambientales severas (por ejemplo,vientos fuertesPara los proyectos de construcción de puentes, el equipo procesa vigas de puentes y soportes, facilitando la formación de vigas estables,conexiones duraderas diseñadas para soportar cargas dinámicas durante toda la vida útil del puente.

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!