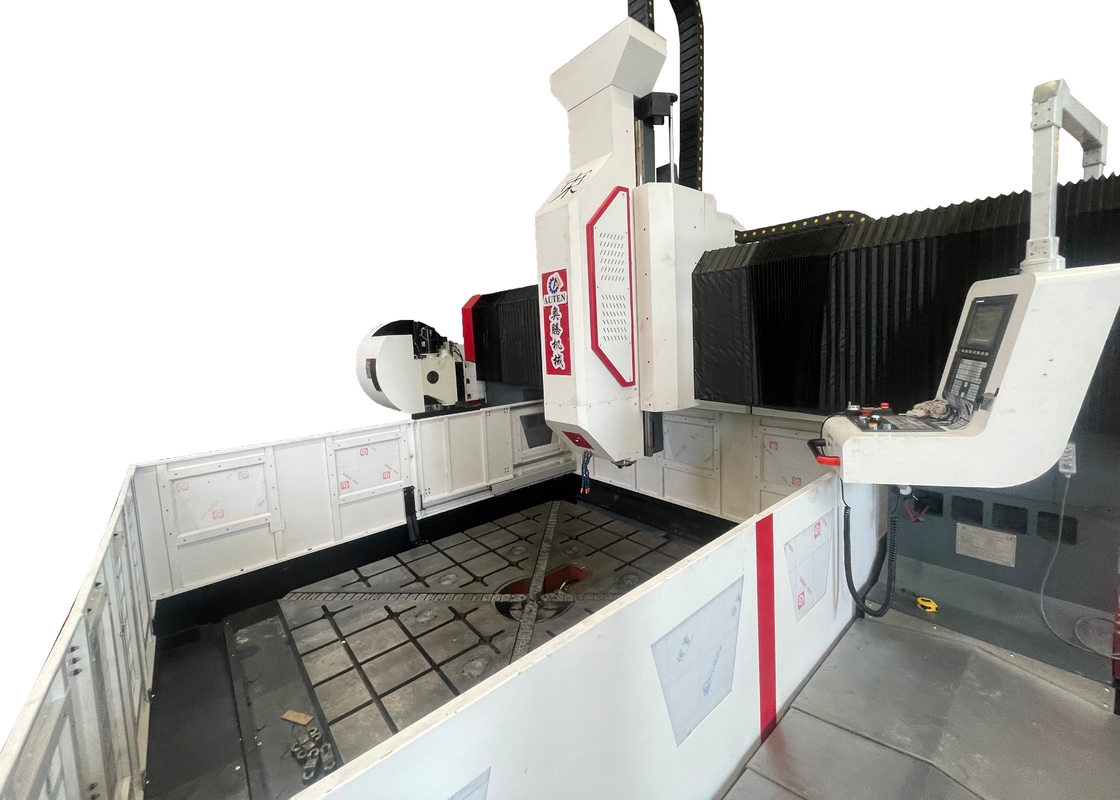
Máquina de perforación de placas CNC de modelo PHD2525 con diámetro máximo de perforación de 100 mm
Aplicación:
Se utiliza para la perforación, el chanfrado, el golpeado y el fresado de placas y componentes estructurales.
Se dedica principalmente a operaciones de perforación de alta eficiencia para piezas de trabajo que incluyen bridas, discos, anillos y placas con espesores dentro del rango de procesamiento efectivo.La perforación de agujeros y agujeros ciegos es posible tanto en piezas de un solo material como en materiales compuestos. Los procesos de mecanizado de la máquina herramienta están controlados digitalmente, con un funcionamiento muy conveniente, y es capaz de realizar automática,producción de alta precisión con múltiples variedades y en cantidades masivas.

Cabeza de potencia de perforación:
La cabeza de la potencia de perforación adopta un motor especial de servo huso, que impulsa el huso de precisión especial a través de la correa síncrona del diente para desacelerar y aumentar el par.El reemplazo es rápido y fácil.Los ejes X y Y se pueden conectar y se adopta el control de bucle semicerrado para realizar funciones de interpolación lineal y circular.El extremo del husillo es un agujero cónico BT50, equipado con una unión rotativa de alta velocidad, que puede procesarse con agua central de perforación en U de alta velocidad.
Dispositivo de transmisión:
Adoptando el diseño de alta precisión de los rieles de guía y los deslizadores importados de Taiwán, funciona sin problemas y mejora efectivamente la capacidad de carga pesada.
a. El eje X y el eje Z tienen, respectivamente, la forma de dos rieles de guía lineal de rodadura como rieles guía y de carga para el movimiento lateral y longitudinal.Puede cumplir con los requisitos técnicos de la perforación de alta velocidadLa transmisión de eje X-eje Z adopta el servomotor de CA para conducir el tornillo de bola de precisión para girar para realizar el movimiento lineal.
b. Existen dos carriles de guía lineal rodantes de trabajo pesado a ambos lados del eje Y, y se instalan dos carrilladores cuadrados en cada carril de guía para formar una vía de deslizamiento del eje Y.Puede cumplir con los requisitos de alta rigidez y resistencia del marco de pórtico, y también puede satisfacer las ventajas técnicas de un pequeño coeficiente de fricción, una velocidad de movimiento rápida, un buen rendimiento de absorción de vibraciones y una larga vida útil.La transmisión del eje X adopta la tecnología de transmisión síncrona de motor de doble servo, es decir, un servomotor en cada lado impulsa el tornillo de bola a girar sincrónicamente, lo que impulsa el marco del pórtico a moverse y realiza el mecanizado CNC.
Dispositivo de lubricación automática y dispositivo de protección:
Esta máquina herramienta está equipada con Taiwan original volumétrico dispositivo de lubricación automática de presión parcial, que puede lubricar automáticamente los pares en movimiento tales como rieles de guía, tornillos de plomo, bastidores,etc., sin callejones sin salida, para garantizar la vida útil de la máquina herramienta.y se instala una placa de salpicadura impermeable alrededor de la mesa de trabajo.
Sistema de salida de agua central:
La máquina está equipada de serie con un sistema de salida de agua central. El sistema de salida de agua interno puede evitar que el alfiler de hierro se envuelva alrededor de la herramienta durante el procesamiento, reducir el desgaste de la herramienta,prolongar la vida útil de la herramientaProteger la superficie de la pieza de trabajo, proteger la unión giratoria de alta velocidad, evitar que las impurezas bloqueen la unión giratoria,mejorar la calidad de la pieza de trabajo en su conjunto, y mejorar la eficiencia del trabajo.
El SLas especificaciones:
| Tamaño de la pieza |
LxW |
Con un ancho de banda superior o inferior a 300 mm |
| Bancos de trabajo |
Ancho de la ranura en T |
28 mm |
| Dcabeza de potencia de rodadura |
¿Cuánto tiempo? |
1 |
| De las partidas 1 a 5 |
NT1capacidad |
| Diámetro máximo de perforación |
100 mm
(Bito de núcleo de carburo)
|
| Φ80 mm (perforación en U) |
| espesor máximo |
≤ 180 mm |
| Diámetro máximo de la toma |
M30 mm |
| Velocidad del husillo |
30 ~ 3000 r/min |
| Potencia del motor del eje de servo |
30 kW |
| Distancia desde el extremo inferior del husillo hasta la mesa de trabajo |
200-600 mm |
|
Movimiento lateral de la cabeza motriz
(eje X)
|
Velocidad máxima horizontal |
2500 mm |
| Velocidad de movimiento lateral |
0 ~ 8 m/min |
| Potencia del servomotor para movimiento lateral/torque |
4.5 kW/25 Nm |
| El movimiento longitudinal de la guarnición (Yeje) |
Max. carrera de alimentación |
2500 mm |
| Velocidad de movimiento de la alimentación |
0 ~ 8 m/min |
| Potencia/torque del servomotor de alimentación |
2x4,5 kW/25 Nm |
| Movimiento de alimentación vertical del carnero (eje Z) |
Max. golpe |
Las demás: |
| Velocidad de movimiento |
0 ~ 5 m/min |
| Potencia/torque del servomotor |
4.5 kW/25 Nm |
| Precisión de posicionamiento en tres ejes |
Se trata de: |
Se aplican las siguientes condiciones: |
| Precisión de posicionamiento repetida en tres ejes |
Se trata de: |
≤ 0,03 mm/1000 mm |
| Sistema neumático |
Presión de suministro de aire comprimido |
≥ 0,4 MPa |
| Transportador de astillas y refrigeración |
Número de transportadores de las fichas |
2 |
| Velocidad de extracción del chip |
1m/min |
| Potencia del motor del transportador de chips |
2X0,75 kW |
| Método de enfriamiento |
El sistema de refrigeración interna (70bar) + refrigeración externa |
| A. NoSistema de lubricación utomatado |
Presión de lubricación |
2MPa |
| Cantidad de aceite de llenado en el punto de lubricación |
0.1 ml |
| Ciclo de lubricación |
6 a 10 minutos |
|
Sistema eléctrico
|
Sistema CNC |
Se trata de la serie 828D de Siemens |
| Número de ejes CNC |
3 |
| Cambiador de herramientas |
Tipo de disco |
24 posiciones de las herramientas |
| Tamaño total |
LxWxH |
Se trata de un sistema de control de la velocidad. |

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!