Producción de Torre de Telecomunicaciones Línea Hidráulica CNC Línea de Transmisión de Energía Torre
Introducción del producto:
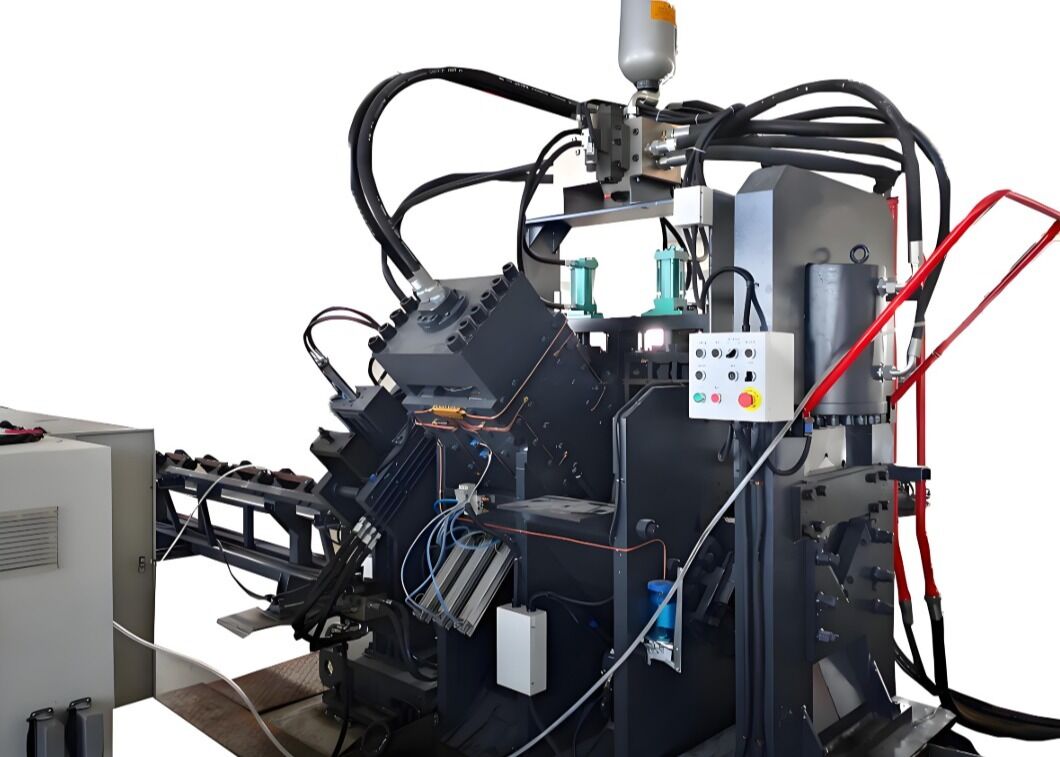
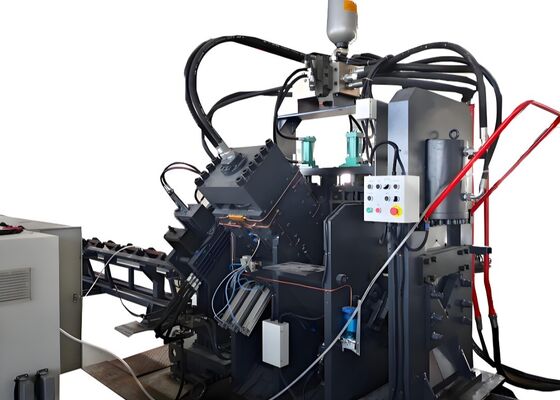
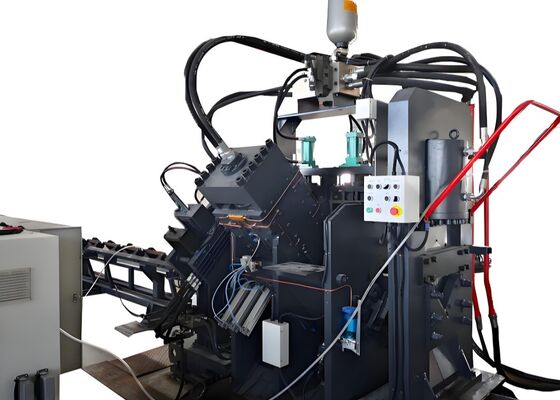
Este equipo es un dispositivo multifuncional que combina capacidades de punzonado, marcado y cizallado para perfiles angulares, perfiles en U y placas. Con una sola máquina, se pueden realizar tres funciones distintas en tres tipos de materiales metálicos.
Estructura de la máquina:
Esta línea de producción consta de seis componentes: sección de carga de la pieza de trabajo, sistema de alimentación, máquina principal, sección de descarga del producto terminado, sistema de control eléctrico y unidad de potencia hidráulica.
Parámetros del producto:
| Modelo |
JNC2020 |
| Tamaño del ángulo (mm) |
50x50x4~200x200x20 |
| Max. Punzonado (Diámetro x Espesor) (mm) |
Φ26x20 |
| Fuerza de punzonado (kN) |
1000/1200 |
| Fuerza de marcado (kN) |
1000/1200 |
| Fuerza de corte (kN) |
2200/4300 |
| Max. Longitud del material en bruto (m) |
14 |
| Max. Longitud del producto terminado (m) |
12 |
| Punzones por lado |
3 |
| Grupo de letras de marcado |
4 |
| Número de letras por grupo |
18 |
| Tamaño del carácter (mm) |
14x10x19 |
| Ejes CNC |
3 |
| Modo de corte |
Doble cuchilla o cuchilla simple |
| Método de enfriamiento |
Refrigeración por agua/Refrigeración por aire/Enfriador de aceite |
| Max. Velocidad de alimentación (m/min) |
80 |
| Modo de programación |
Software de replanteo o programación de instrucciones |
| Dimensión total (m) |
Aproximadamente 32x7x3 |
| Los parámetros anteriores se pueden ajustar y modificar según los requisitos específicos del cliente. |

Características y componentes:
1. Sección de alimentación
La sección de alimentación está compuesta por un canal de alimentación y un carro de alimentación CNC.
Canal de alimentación: Incluye rodillos transportadores, soportes, bastidores, guías lineales de precisión y ruedas de posicionamiento lateral.
Carro de alimentación CNC: El carro de alimentación consta de un servomotor, engranajes de transmisión, correas de sincronización, bastidor del carro, varillas de sujeción y garras de sujeción.
La pieza de trabajo se coloca inicialmente manualmente en la pinza. La pinza de alimentación se transporta automáticamente a la máquina principal para punzonado y cizallado, impulsada por el servomotor, de acuerdo con las instrucciones proporcionadas por la computadora.
2. Máquina principal
Esta sección está compuesta por una unidad de prensado, una unidad de marcado, una unidad de soporte, una unidad de punzonado lateral y una unidad de cizallado.
Unidad de prensado: Esta unidad está diseñada para sujetar la pieza de trabajo y evitar cualquier desviación, al tiempo que soporta las fuerzas generadas durante el punzonado y el cizallado.
Unidad de marcado: La unidad de marcado consta de la base fija de la máquina, un cilindro de aceite que mueve la base, un cilindro de cabezal de potencia hidráulica, un cilindro de cuatro posiciones que permite la transposición de cuatro cajas de caracteres y un mecanismo de ajuste manual.
Unidad de soporte: Durante la alimentación del material, la unidad de soporte se posiciona más alta que las unidades de punzonado y marcado para evitar que el perfil angular entre en contacto con la cuchilla inferior. Durante el punzonado, la unidad de soporte se baja por debajo de las unidades de punzonado y marcado para garantizar la calidad de las operaciones de punzonado, marcado y cizallado.
Unidad de punzonado: Esta unidad presenta tres posiciones de punzonado en cada lado. Estas posiciones se pueden equipar con cabezales de punzonado de diferentes diámetros según las especificaciones del cliente. El posicionamiento del punzonado es impulsado por un servomotor a través de un sistema de husillo de bolas y rieles cuadrados, lo que garantiza una alta precisión en el posicionamiento.
Unidad de cizallado: Esta unidad consta de un cuerpo de bastidor, un cilindro de potencia hidráulica, una caja de cuchilla superior, una caja de cuchilla inferior, un mecanismo de traslación, componentes de prensado y un sistema de transporte. La máquina es capaz de cortar perfiles angulares, perfiles en U y placas intercambiando diferentes troqueles de corte.
El sistema de alimentación está diseñado para evitar que el perfil angular entre en contacto con la cuchilla inferior. Se pueden cortar diferentes perfiles cambiando los moldes en consecuencia.
3. Unidad de descarga de piezas terminadas
Esta sección incluye un rodillo de soporte de la pieza de trabajo y un eje de soporte.
Al presionar el botón, la pieza de trabajo se puede expulsar hacia el lado izquierdo o derecho, según las especificaciones del cliente.
4. Sección de potencia hidráulica
Esta máquina está equipada con una estación hidráulica independiente, lo que facilita el mantenimiento del equipo. Todas las juntas de tubería están conectadas con accesorios tipo férula, lo que evita eficazmente las fugas en las juntas. Las válvulas hidráulicas están integradas a través de un bloque de válvulas, utilizando simultáneamente válvulas de placa y válvulas de cartucho. Las conexiones de tuberías están optimizadas para un sistema hidráulico más compacto, minimizando las pérdidas de tubería y asegurando la utilización completa de la eficiencia del sistema.
5. Control eléctrico
El sistema de control eléctrico de la máquina es avanzado y está bien estructurado, ofreciendo una programación sencilla y una operación fácil de usar. El software de control monitorea continuamente el rendimiento de la máquina y, en caso de mal funcionamiento, la pantalla CRT muestra información detallada sobre la falla y las acciones correctivas sugeridas.
Estas muestras, representativas de las especificaciones estándar y los parámetros de procesamiento típicos dentro de la industria de torres de perfiles angulares, permiten a los usuarios evaluar directamente la calidad, precisión y mano de obra del equipo. Actúan como un punto de referencia tangible para evaluar el rendimiento del equipo y el cumplimiento de los estándares de producción definidos, apoyando así decisiones bien informadas y basadas en datos para su futura utilización.
En la construcción de líneas de transmisión de ultra alta tensión (UHV), donde las torres deben soportar condiciones climáticas extremas y cargas sustanciales, este equipo desempeña un papel crucial en el procesamiento de los componentes de perfiles angulares que forman la estructura central de la torre. Realiza de manera confiable operaciones de perforación y estampado en el perfil angular utilizado para los cuerpos de la torre, los travesaños y otros elementos estructurales vitales, asegurando dimensiones precisas y conexiones seguras que mantienen la estabilidad general de las torres.

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!